![]()
��ԃ�ᾀ��
0510-86884274
![]()
��ԃ�ᾀ��
0510-86884274

(li��n)ϵ�ˣ�������
�֙C(j��)��15161596833
�]�䣺1083775186@qq.com
�W(w��ng)ַ��39bbk.com
��ַ���o�a�л�ɽ�^(q��)�L(zh��ng)���(zh��n)����·590̖(h��o)
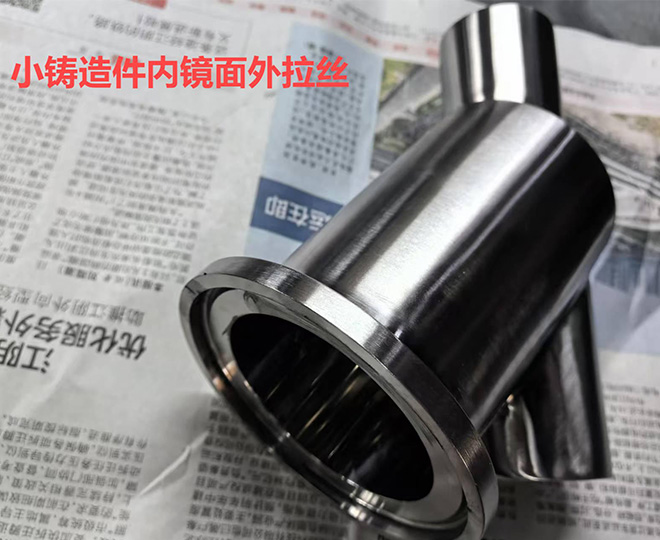
1. �C(j��)���
���L(zh��ng)̎�Ǽӹ����������ƽ�Ժ�,�����ȸߡ���ȱ���DŽڄ�(d��ng)��(qi��ng)�ȴ�,��Ⱦ��(y��n)��,�������s����o���ӹ�,�������ɲ���һ��,��ɾS�֕r(sh��)�g���L(zh��ng)���l(f��)�������P����(du��)���m�˼ӹ���(ji��n)�Լ�,�С�С�a(ch��n)Ʒ��
�C(j��)е�����ǿ������������������׃��ȥ���������������õ�ƽ����Ē��ⷽʽ,һ���\(y��n)����ʯ�l����ë݆��ɰ���ȣ����ֹ���������,�e�������D(zhu��n) �w���,���\(y��n)���D(zhu��n)�_(t��i)���o������,����|(zh��)��Ҫ��ߵĿɲ�ȡ�����В��ķ�ʽ�������В��Dz�ȡ���Ƶ�ĥ��,�ں���ĥ�ϵ��В�Һ��,�o���ڹ������ӹ������,���� �����D(zhu��n)�\(y��n)��(d��ng)������ԓ���g(sh��)���Ե��_(d��) Ra0.008��m �����ë�ڶ�,�Ǹ��N���ⷽʽ�иߵġ���W(xu��)�RƬģ�߳������@�N��ʽ��
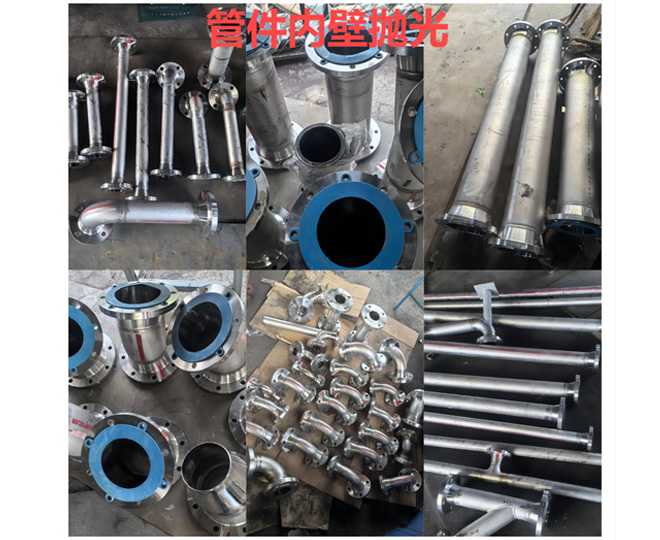
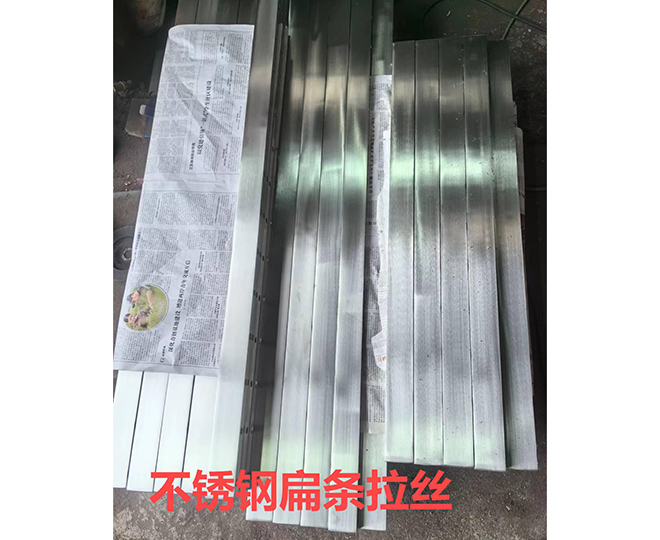
2. ���W(xu��)����
���L(zh��ng)̎�Ǽӹ��O(sh��)��Ͷ�Y��,���s���ܒ�,�ٶȿ�,Ч�ʸ�,�����Ժá���ȱ���ǹ����Ȳ�,�К��w���,�Ҫͨ�L(f��ng)�O(sh��)��,�Ӝ��D�y���m�˼ӹ�С�������s����С���������Ҫ�ߵĮa(ch��n)Ʒ��
���W(xu��)�����������ڻ��W(xu��)���|(zh��)��������^���IJ����^�����փ�(y��u)���ܽ�,�Ķ��õ�ƽ���档�@�N��ʽ����Ҫ�L(zh��ng)̎�Dz������s�O(sh��)��,���Ԓ����������s�Ĺ���,����ͬ�r(sh��)����ܶ��,Ч�ʸߡ����W(xu��)����ĺ��Ć��}�ǒ���Һ�����ơ����W(xu��)����õ������ë�ڶ�һ��锵(sh��)10��m��
3. 늽⒁��
���L(zh��ng)̎���R���ɾS���L(zh��ng),��ˇ��(w��n)��,��Ⱦ��,���X��,�����Ժá���ȱ���Ƿ���Ⱦ�Ը�,�ӹ��O(sh��)��һ����Ͷ�Y��,���s��Ҫ���b���o��늘O,�������a(ch��n)߀�Ҫ�����O(sh��)�䡣�m���������a(ch��n),��Ҫ��(y��ng)�����a(ch��n)Ʒ,���ڮa(ch��n)Ʒ,�й���a(ch��n)Ʒ,��ӹ���ˇ��(w��n)��,������Ҳ����(du��)��(ji��n)�ԡ�
늽⒁�����ԭ���c���W(xu��)������ͬ,�����x���Ե��ܽ���������С������,ʹ����⻬���c���W(xu��)�������,�������ꎘO��ӳ��Ӱ�,Ч���^�á�
늻��W(xu��)�����^�̷֞�ɲ���
(1)���^��ƽ �ܽ�a(ch��n)����늽�Һ�з�ɢ,��������ë���½�,Ra��1��m��
(2)��ƽ̹�(y��ng)�O�O����������������,Ra��1��m��
4. ��������
����������ĥ�ϑҸ�Һ�в�һ�����ڳ�����(ch��ng)��,��ه��������ʎ����.ʹĥ���ڹ������ĥ�����⡣�����ӹ����^��С,����(hu��)����׃��,�����b�����Ͱ��b�^�D�y��
�����ӹ������c���W(xu��)��늻��W(xu��)��ʽ�Y(ji��)�ϡ�����Һ���g��늽�ĸ�����,��ʩ�ӳ������(d��ng)������Һ,ʹ��������ܽ�a(ch��n)��Ó�x,�������ĸ��g��늽��|(zh��)ƽ����������Һ�w�еĿջ�����߀���Կ��Ƹ��g�^��,���������������
5.���w����
���w��������ه��������(d��ng)��Һ�w����y����ĥ���_ˢ����������_(d��)�����Ŀ��(bi��o)�����÷�ʽ�У�ĥ�Ϸ���ӹ���Һ�w����ӹ������w��(d��ng)����ĥ�ȡ����w��(d��ng)����ĥ����Һ���(q��)��(d��ng),ʹ�y��ĥ����Һ�w���|(zh��)��������(f��)���^���������
���|(zh��)��Ҫ��ȡ���^�͉��������^�Ժõ��e������(�ۺ�������|(zh��))������ĥ���Ƴ�,ĥ�Ͽɲ�ȡ̼�����ĩ��
6.����ĥ����
����ĥ���������ô���ĥ���ڴň�(ch��ng)�������γ�ĥ��ˢ,��(du��)����ĥ���ӹ�,�@�N��ʽ�ӹ�Ч�ʸ�,�|(zh��)����,�ӹ��l��������,�����l���á�
 �䰸̖(h��o)���KICP��18045434̖(h��o)
�䰸̖(h��o)���KICP��18045434̖(h��o)